 جت پرینتر
جت پرینتر کارتریج و جوهر
کارتریج و جوهر لیبل چسبان
لیبل چسبان لیزر مارکینگ
لیزر مارکینگ سیل القایی
سیل القایی واشر سیل القایی
واشر سیل القایی پرکن
پرکن نوار نقاله
نوار نقاله رول به رول
رول به رولسیل القایی, مقاله ها
چرا درب بطریهای من سیل نمیشود؟ بررسی ۵ دلیل اصلی

تصور کنید خط تولید شما با سرعت بالا در حال کار است، اما در انتهای خط، با یک فاجعه روبرو میشوید: بطریهایی که قرار بود پلمپ باشند، نشتی دارند یا واشر آنها با کوچکترین اشارهای جدا میشود. این سناریو نه تنها باعث هدر رفتن مواد اولیه و زمان میشود، بلکه میتواند اعتبار برند شما را نزد مشتری خدشهدار کند. در صنعت بستهبندی، فرآیند سیل القایی (Induction Sealing) یکی از مطمئنترین روشها برای حفظ تازگی و امنیت محصول است، اما مانند هر فرآیند صنعتی دیگری، مستعد خطا است. وقتی با این مشکل مواجه میشوید، اولین سوالی که با ناامیدی میپرسید این است: “چرا درب بطریهای من سیل نمیشود؟”
پاسخ به این سوال همیشه یک دلیل واحد ندارد. سیل نشدن درب بطری میتواند ناشی از مجموعهای از عوامل فیزیکی، شیمیایی و مکانیکی باشد که اگر به درستی شناسایی نشوند، حل آنها غیرممکن خواهد بود. در این پست وبلاگ، ما به عمق این چالش فنی میرویم و ۵ دلیل اصلی شکست در عملیات سیل القایی را بررسی میکنیم. با مطالعه این راهنما، شما دانش لازم برای عیبیابی سریع خط تولید خود را به دست میآورید و میتوانید با اصلاح تنظیمات و مواد، از ضررهای مالی سنگین جلوگیری کنید. بیایید این مشکل را یکبار برای همیشه حل کنیم.
فهرست مطالب
۱. ناهماهنگی جنس واشر با جنس بطری (شیمی اتصال)
اولین و شاید رایجترین دلیلی که اپراتورها نادیده میگیرند، عدم تطابق شیمیایی بین لایه پلیمری واشر و جنس بدنه بطری است. فرآیند سیل القایی یک چسباندن ساده نیست؛ بلکه یک پیوند مولکولی است که باید تحت حرارت ایجاد شود.

اهمیت سازگاری مواد پلیمری
اساس کار سیل القایی بر مبنای ذوب شدن لایه زیرین واشر (Heat Seal Layer) و ادغام آن با لبه دهانه بطری است. اگر این دو ماده با هم سازگار نباشند، پیوندی شکل نمیگیرد. برای مثال، اگر بطری شما از جنس پلیاتیلن (PE) است، واشر شما حتماً باید دارای لایه لمینت مخصوص PE باشد. استفاده از یک واشر مخصوص ظروف PET روی بطری پلیاتیلن، مثل تلاش برای مخلوط کردن آب و روغن است؛ آنها ممکن است در ظاهر روی هم قرار بگیرند، اما هرگز به هم نمیچسبند.
واشرهای تکلایه و عمومی (Universal)
بسیاری از تولیدکنندگان برای کاهش هزینه یا سهولت کار، به سراغ واشرهای “عمومی” یا Universal میروند. اگرچه این واشرها ادعا میکنند که به همه نوع جنسی (شیشه، PE، PET) میچسبند، اما دامنه عملکردی (Operating Window) بسیار محدودی دارند. اگر با مشکل سیل نشدن مواجه هستید و از واشرهای عمومی استفاده میکنید، احتمالاً تنظیمات دما و فشار شما دقیقاً در آن نقطه حساس قرار نگرفته است. همیشه استفاده از واشر اختصاصیِ جنسِ بطری، نتیجه مطمئنتری به همراه دارد.
۲. تنظیمات نادرست دستگاه سیل القایی (انرژی و سرعت)
حتی اگر بهترین مواد اولیه را داشته باشید، تنظیمات غلط دستگاه میتواند همه چیز را خراب کند. دستگاه سیل القایی باید انرژی کافی را به فویل آلومینیومی منتقل کند تا لایه پلیمری ذوب شود، نه کمتر و نه بیشتر.
پنجره عملیاتی (Operating Window)
هر ترکیبی از واشر و بطری، یک “پنجره عملیاتی” دارد. این پنجره محدودهای از توان دستگاه و سرعت نوار نقاله است که در آن سیل بینقص انجام میشود.
- انرژی کم: اگر توان دستگاه پایین باشد یا سرعت نوار نقاله خیلی زیاد باشد، فویل به اندازه کافی داغ نمیشود. در نتیجه، پلیمر ذوب نشده و چسبندگی رخ نمیدهد (حالت “سیل ضعیف”).
- انرژی زیاد: اگر توان خیلی بالا باشد یا سرعت نوار کند باشد، واشر میسوزد. این سوختگی باعث از بین رفتن خواص چسبندگی و حتی دفرمه شدن دهانه بطری میشود.
راهکار تنظیم دقیق
برای یافتن نقطه بهینه، باید آزمون و خطا انجام دهید. معمولاً توصیه میشود که توان را روی ۵۰٪ تنظیم کنید و سرعت نوار نقاله را ثابت نگه دارید. سپس با تغییرات ۱۰ درصدی در توان، کیفیت سیل را بررسی کنید. به یاد داشته باشید که تغییرات ولتاژ برق کارخانه نیز میتواند بر خروجی دستگاه تأثیر بگذارد، بنابراین استفاده از استابلایزر برای دستگاههای حساس توصیه میشود.
جدول راهنمای سریع عیبیابی تنظیمات:
| نشانه ظاهری | علت احتمالی | راهکار |
| واشر به راحتی جدا میشود و اثر ذوب ندارد | انرژی ناکافی | افزایش توان یا کاهش سرعت نوار |
| واشر چروکیده شده یا بوی سوختگی میدهد | انرژی بیش از حد | کاهش توان یا افزایش سرعت نوار |
| کاغذ داخل درب قهوهای شده است | گرمای زیاد | کاهش توان دستگاه |
۳. گشتاور نامناسب درب بطری (فشار فیزیکی)
سیل القایی برای موفقیت به دو عامل نیاز دارد: حرارت و فشار. حرارت از دستگاه میآید، اما فشار از کجا تأمین میشود؟ از نیروی بسته شدن درب بطری (Torque).
نقش حیاتی فشار در چسبندگی
وقتی درب بطری بسته میشود، رزوههای درب، واشر را به لبه دهانه بطری میفشارند. اگر درب بطری شل بسته شده باشد (گشتاور پایین)، حتی اگر حرارت عالی باشد، واشر فاصله میکروسکوپی با لبه بطری خواهد داشت و پیوند مولکولی ایجاد نمیشود. از طرف دیگر، اگر درب بیش از حد سفت بسته شود (Over-torque)، ممکن است واشر تاب بردارد یا رزوههای درب رد کنند (هرز شوند) که باز هم منجر به عدم توزیع یکنواخت فشار میشود.
مشکل “درب کج” (Cocked Cap)
گاهی اوقات دستگاه درببند (Capper) درب را به صورت کج روی بطری قرار میدهد. در این حالت، فشار فقط در یک نقطه از دهانه اعمال میشود و سمت دیگر آزاد میماند. نتیجه این است که نیمی از دهانه سیل میشود و نیم دیگر باز میماند. بررسی منظم دستگاه درببند و اطمینان از تراز بودن آن برای حل مشکل “چرا درب بطریهای من سیل نمیشود” ضروری است.
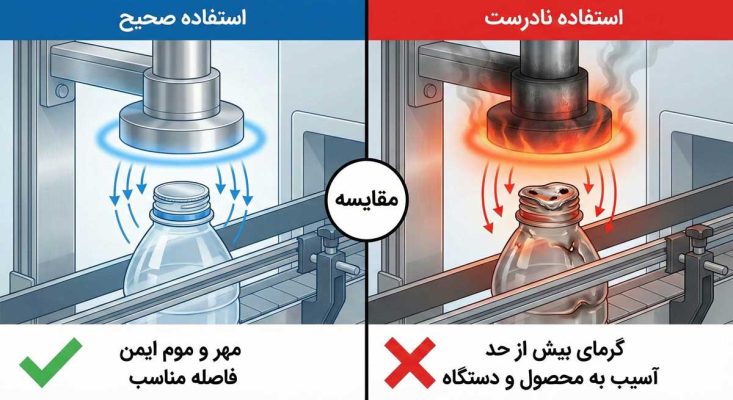
۴. فاصله نامناسب هد دستگاه تا درب (Air Gap)
میدان مغناطیسی ایجاد شده توسط کویل دستگاه سیل، از قانون مربع معکوس پیروی میکند. این یعنی با دور شدن بطری از هد دستگاه، شدت میدان به شدت کاهش مییابد.

تنظیم فاصله هوایی (Air Gap)
فاصله بین سطح بالایی درب بطری و کویل دستگاه باید ثابت و دقیق باشد (معمولاً بین ۳ تا ۵ میلیمتر، بسته به مدل دستگاه).
- اگر این فاصله زیاد باشد، انرژی کافی به فویل نمیرسد و سیل ناقص میماند.
- اگر فاصله خیلی کم باشد یا بطری به هد برخورد کند، حرارت متمرکز و شدید ایجاد شده و باعث سوختن نقطهای واشر میشود.
تراز بودن هد (Alignment)
علاوه بر فاصله عمودی، مرکز بودن هد نسبت به بطری نیز مهم است. بطریها باید دقیقاً از وسط تونل القایی یا زیر مرکز هد عبور کنند. اگر نوار نقاله لرزش داشته باشد یا گایدهای (Guide Rails) کناری بطری را به درستی هدایت نکنند، بطری ممکن است از منطقه پرقدرت میدان مغناطیسی خارج شود و فرآیند سیل با شکست مواجه شود.
۵. ایرادات فیزیکی در بطری یا واشر (نقصهای نامرئی)
گاهی اوقات همه تنظیمات درست است، اما متریال اولیه دارای نقص است. کیفیت ظرف و واشر نقش تعیینکنندهای در موفقیت عملیات دارد.
ناصافی لبه دهانه بطری (Land Area)
لبه دهانه بطری جایی است که سیل انجام میشود. این سطح باید کاملاً صاف، تخت و عاری از هرگونه زائدگی پلاستیکی (پلیسه) یا خط قالب (Parting line) برجسته باشد. اگر لبه بطری فرورفتگی یا برآمدگی داشته باشد، واشر نمیتواند تمام سطح را بپوشاند و هوا از آن عبور میکند. این مشکل معمولاً در بطریهای با کیفیت تولید پایین دیده میشود.
آلودگی سطح دهانه
وجود هرگونه آلودگی روی لبه دهانه بطری مانع از چسبیدن واشر میشود. این آلودگی میتواند شامل گرد و غبار محیط کارگاه، یا ریخته شدن خودِ محصول (مایع، پودر، روغن) روی لبه بطری در حین پر کردن باشد. اگر دستگاه پرکن (Filler) شما چکه میکند و لبه بطری را خیس میکند، حتی قویترین دستگاه سیل هم نمیتواند واشر را به درستی بچسباند. تمیز بودن دهانه ظرف قبل از بستن درب، الزامی است.
نتیجهگیری
پاسخ به سوال “چرا درب بطریهای من سیل نمیشود؟” اغلب در یکی از این پنج عامل نهفته است: عدم تطابق جنس واشر و بطری، تنظیمات نادرست دستگاه (انرژی/سرعت)، گشتاور نامناسب درب، فاصله غلط هد دستگاه، یا ایرادات فیزیکی بطری. عیبیابی فرآیند سیل القایی نیازمند نگاهی دقیق و سیستمی است. با بررسی مرحله به مرحله این موارد، میتوانید به سرعت مشکل را شناسایی کرده و خط تولید را با راندمان بالا به کار بازگردانید.
فراموش نکنید که بستهبندی ایمن، ضامن کیفیت محصول شماست. پیشنهاد میکنیم همین حالا یک نمونه از بطریهای سیل نشده خود را بردارید و با توجه به نکات این مقاله، علت را ریشهیابی کنید. اگر همچنان با مشکل مواجه هستید یا تجربهای در حل این چالشها دارید، در بخش نظرات پایین همین صفحه با ما و همکاران خود به اشتراک بگذارید یا سوالات فنی خود را بپرسید تا متخصصان ما شما را راهنمایی کنند.